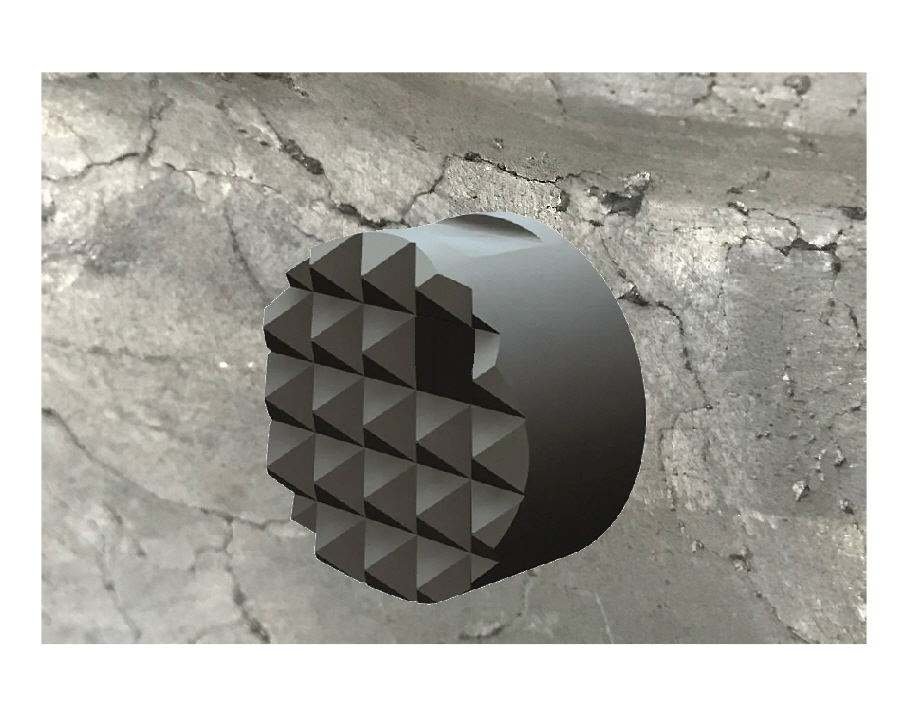
True to my college days, I would rather write about beer when the topic of draft comes up. In the emerging electric vehicle marketplace, die casters will be charged with the task of creating parts with tall cooling fins. As you might suspect the taller fins are more likely to stick in the mold. This is due to a lack of space to add draft. Certain historic die cast parts like fan clutches also required tall cooling fins.
Only a small subset of die casters have produced fan clutches due to their difficulty. They are supported by premier die shop that have the skill to make the required details. Draw polishing the cavity making the pictured parts costs US$5000. As a part of my task to return a casting shop to profitablity, I found it necessary to teach my selected die shop how to create a mold without using draw polish. They took some convincing, so we agreed to draw polish two diagonal cavites on a 4 cavity die. As I expected the draw polished cavities stuck in the mold on the first shot. I was not surprised. Normal EDM sinking creates ribs with negative draft. It is called underburn. It takes a lot of draw polishing to restore posiitve draft