Corundum is nothing more than aluminum oxide. Adding the correct impurities, man has learned to synthetically grow beautiful gems like star saphires. The melt furnaces that are used to create aluminum castings also have the correct conditions to synthetically grow corundum crystals on their walls. Poor cleaning practices dislodge these crystals into the melted aluminum. They remain suspended because the density of aluminum oxide is very close to that of molten aluminum. Many prospectors still search the globe looking for corundum gems like rubies and saphires. People who machine aluminum castings have automated the process of discovering corundum crystals. A discovery event occurs when the machining carbide is chipped. Carbide is only 8.5 on the Mohs scale which is less than the 9 Moh number for Corundum. Most machining processors that I know are very unhappy with discovery events.
Since aluminum die castings are usually made of material that is 95% recycled, they contain corundum crystals within the allowed 5% of non-metallic impurities. Most likely these crystals were a part of the material that was recycled and were not introduced by poor practice by the current casting producer.
The real question is what should be done to reduce the frequency of chipping carbide during machining. The simple answer is to use primary aluminum as the casting material. Usually not attractive because it costs twice as much as secondary (recycled) aluminum. More effective is to design a better match between the casting and the machined part. For example the .030 (.75mm) skin is free of oxide impurities. Accomplishing a machining reduction is always an effective way to reduce carbide chipping but this requires a higher skill. Certain parts like fan clutches, that are mostly machined, including deep grooves made using expensive cutters, are in another category. Purification processes such as Wedron that separate out the imprurities are needed. This increases material cost because someone must pay for buying the material that was removed and scrapped.
None of us ever think about threaded holes until the customer complaints roll in. You have heard them. The threaded holes are stripping. As a defense your operators end up 100% thread guaging. I have been there too. The thread guages wear out and you are back at the beginning.
The good new is that a more effective solution is possible in aluminum die casting. The .030 (.75mm) thick skin of aluminum die castings is 30% stronger than the interior. This can help you if you don’t use step drills and machine it away. Yes we are talking about near net castings. In general the die must be made by a die shop that knows how to adjust chamfer and counter bore true position guided by casting samples without welding or adding flash lines. Surprise surprise – shrink and warp are more accurately compensated for when real castings dimensions are used. Thread forming taps always make a stronger thread. Some die casting die shops even know the correct core shapes to create holes that can be form tapped without predrilling. Amazingly this type of thread is strong enough to break the bolt first. When the bolts break first the customer has to admit that he is over torquing.
Success- The runner system run through the flow model software finally showed that the vents were the last place to fill. —– Not so fast —- Many real castings will deviate from the predicted fill when the die is actually run. Swirl is a common item to correct as the parts we try to make are thinner and flatter. Swirl is a fill pattern where the incoming metal travels across the part and back effectively doubling the fill travel length. Oil pans are known to be susceptable to swirl. Swirl in filling an oil pan casting usually results in partially bonded knit lines that are known to leak.
I still recommend tuning the runner design until a flow model shows a swirtl free fill pattern. In many cases this saves massive gating changes that only can be implemented with major amounts die life spoiling welding. In the example shown the swirl we saw on the first casting was eliminated by simply adjusting the shape of the gate fans. The fill pattern after adjusting now matches the pattern we saw in our flow models. I am hopeful that the accuracy of the models can be improved such that gate shape adjusting is no longer required after real castings are made.
We have all been there. Customer quality complaints cause us to jack up the fast shot speed and final metal pressure. Metal is forced into the gaps and showers out of the die like snow. As die casting engineers this is a problem we fight with. None of us enjoy cutting our fingers on the sharp flash edges.
Ejector pins are known to have undesired flash rings. In many cases a hand deburring operation is needed to remove this flash. The tendency of ejector pins to exhibit flash is related to a law of physics called running fit. It is necessary to have a gap around an ejector pin for it to move. The size of the required gap increases as the diameter of the ejector pin increases. This is why larger ejector pins are more likely to have flash rings. Most diecasters avoid using pins larger than 1/2 inch because they are sure to flash.
Historically it was necessary to learn and understand the guidance given in the machinery handbook to calculate running fit. These days you can find handy calculation assistance online. In the example pictured about a 160mm shot tip requires a .003 gap minimum. This is a lot larger than the gaps normally used to control ejector pin flash. This also explains why larger shot tip diameters limit the maximum metal pressure that can be applied. It is very easy to spray metal out sleeve when using a conventional designed 7 inch dameter shot tip at the desired 15,000 psi final metal pressure. As our industry attempts to design for 6000 ton 200 lb castings with a 10 inch tip, the engineering challenge will be creating a shot tip design that holds the pressure without flashing.
It is easy to block the vents
Metal races around the heavy rim trapping
gas in the middle
It is hot and dirty out on the casting floor. However that is where die casting happens. Many engineers hired to accomplish flow modeling avoid visitng the casting floor like the plague. Once a high pressure die cast die is complete, a short shot is a more accurate indicator of the actual fill pattern. I perform a short shot by hand ladling a calculated amount of metal out of the autoladle cup as it passes by. The short shot example pictured above is a typical example of a common die casting fill problem. The molten metal blocked the vents before all of the gas within the cavity was released. This short shot confirmed the customer quality complaint. This casting had unaccptable porosity. The trapped gas was compressed into porosity bubbles as the metal was pressurized. This problem was eventually solved by retrofitting new gating. However supporting full volume production, including building a bank, had to be accomplished first. Subsequent short shots were used to tune in a fast shot take off point. These short shots proved that prefilling some of the part at slow speed reduced the amount of trapped gas. Somewhere in the future we will have flow simulation software that accurately models the effect of varying the fast shot takeoff point.
What
sort of parts are well suited for the rheocasting process?
The
rheocasting process can be utilized on all aluminum parts normally
made by the die casting process. Most aluminum foundries discover
that rheocasting can deliver a cheaper manufacturing cost when
compared to conventional die casting on new installations due to
faster cycle time and longer die life.
It is normally profitable to retrofit rheocasting into existing production cells in a number of product categories.
Parts
with high die wear
Fuel
rail
Parts
in alloys other than 380 or 383
Parts with thick walls
Knuckles
Suspension
brackets
Engine
brackets
Parts
with high tensile loads
Control
arms
Wheels
Parts
where cast surfaces can replace machined surfaces
Brake
cylinders
ABS
valve housings
Pressure
tight components
Freon
tight AC housings without impregnation
Rack
and Pinion Housings
Why
is rheocasting normally used on high volume parts?
The
manufacturing of molds which are capable of withstanding the high
metal pressures needed to create high integrity parts is costly. A
break even point verses machining from blocks or extrusions occurs at
a volume of about 10,000 shots per year.
In
selected special cases lower volumes can be economical, especially if
a significant machining tooling cost can be saved by utilizing the
net shape capabilities of rheocasting
Is
the rheocasting process faster than conventional die casting?
All
of the rheocasting process elements occur in a shorter time than
conventional die casting
The
dwell time is shorter due to less heat input
The
spray time is shorter due to less heat input
The
metal can be loaded into the sleeve before the die completely closes
Whether
the machine actually runs a faster cycle is related to whether the
chosen rheocasting metal preprocessing equipment can deliver
processed aluminum at a synchronized faster pace. In the best
rheocasting cells it has been possible to increase yield by 50%
Faster casting cycles are needed to justify the extra rheocasting
metal treatment cost
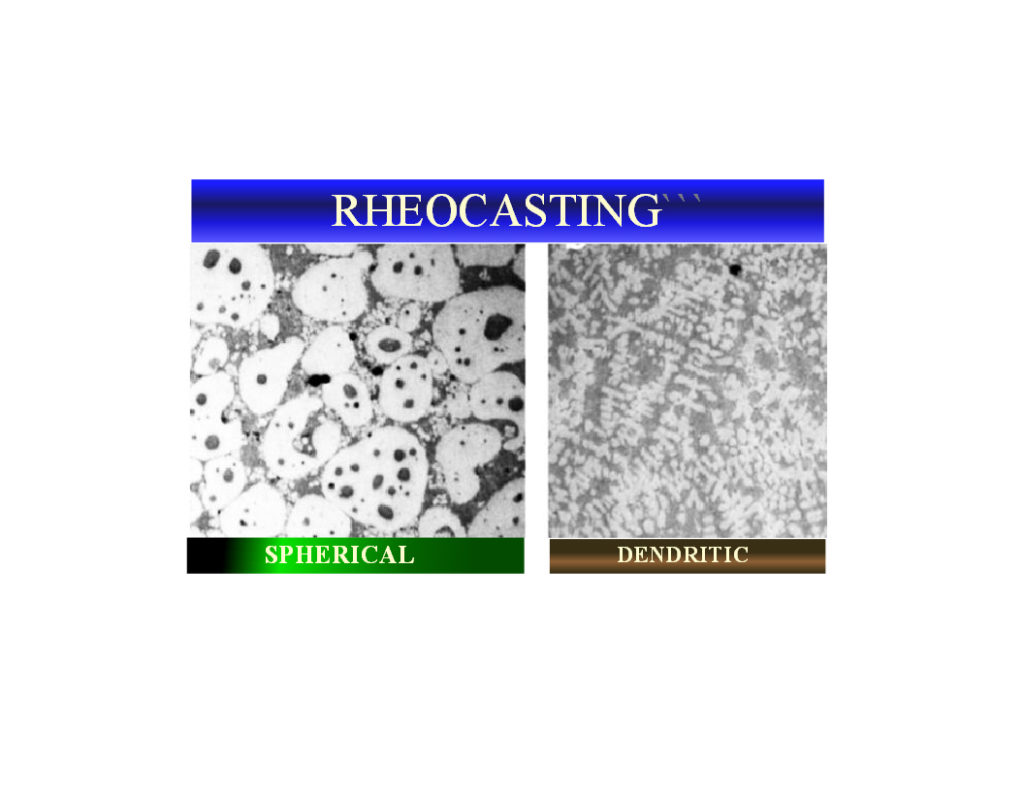
What
is the big deal with spherical grain structure?
Both
the casting producers and the casting users are attracted to aluminum
casting with a spherical grain structure. This structure is normally
only possible by using the rheocasting variation of the die casting
process.
The
normal die casting process creates castings with dendritic structure.
These castings are more brittle. The casting producer fights with
“hot short” cracking. The casting end user find dendritic
structure castings unsuitable for applications like vehicle frame and
suspension parts where tensile strength and elongation are required.
The
original MIT Fleming rheocasting process also achieved a dispersion
of defects. Recycled secondary aluminum alloys are up to 5% non
metallic by weight (mostly aluminum oxides) Due to the laws of
physics these non-metallics get concentrated in specific locations
within a normal die casting causing weak spots. The stirring action
of the magneto hydrodynamic stirring process that Fleming used to
create spherical grain structure also dispersed the defects. This
resulted in a casting with superior tensile and elongation
properties. Both the casting user and producer are attracted to
achieving this result employing secondary (recycled) alloys because
they are half the price of primary alloys. Other rheocasting
processes that have been developed since for preprocssing metal to
create spherical grain may not achieve the same dispersion of defects
as the original MIT method.
Casting producers like the spherical grain structure because it is easier to inject metal into the die. This is most importantly true during the intensification phase of the injection where additional metal is pumped into the cavity to fill the voids caused by metal shrinkage during solidification.
Why would you want squeeze pins in a Rheocasting?
Even in rheocastings where a 60% solid fraction is chosen (such as master brake cylinders) 40% is still liquid. This liquid material will shrink as it solidifiies. If you can employ thick gates and the heavy sections can be fed from the biscuit, squeeze pins are not needed. In real castings heavy sections are usually isolated from the biscuit and runner. In these castings a squeeze pin is an effective way to fill in the shrinkage porosity. In normal die casting a squeeze pin has a 5000 piece life. This assumes that the squeeze pin design is that good. In a master brake rheocasting at 60% solid fraction the squeeze pin life is 100,000 shots. This is a powerful example of the effect of rheocasting on die life
This picture show the porosity reduction achieved by using a squeeze pin two succesive shots with the squeeze cycle turned off on the left casting
It is very easy to focus on the familiar places that you have already been. Yes there were challenges back then that caused us to struggle. However from our current vantage point we know how to deal with those struggles. Looking out the front window into the future is a bit scarier. We cannot rely on 20/20 hindsight.
An election is a time when attention is paid to the direction that we are headed. In Canada one of the issues is a new cross country pipeline. Looking out the back window at the 1,000,000 dollar a day cost to complete the Alaska pipeline, we are aware that pipelines are costly investments. However oil that is in the ground does not fill our gas tanks.
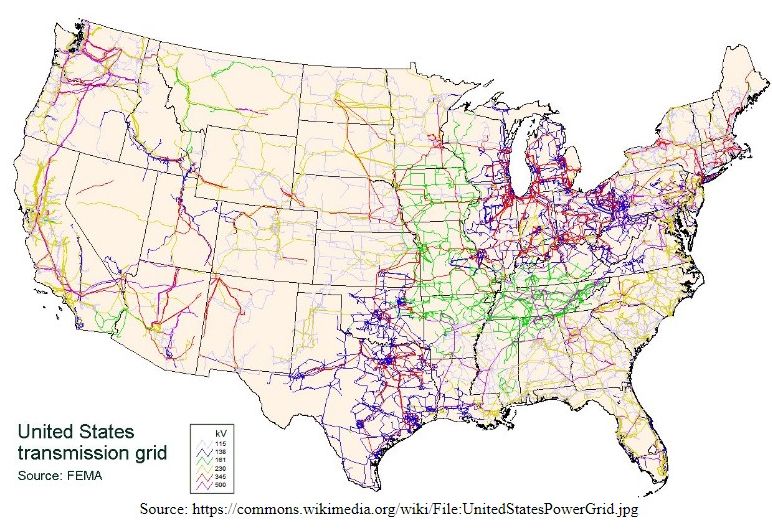
Do you see the oil pipeline or the electric power lines? Both transport the energy that you use.
Now that we have the results of Canadian election, it is not surprising that whole provinces voted conservative as a block. They wish to believe that the 20/20 hindsight formula of building more pipelines will solve their economic problems. The rest of the country is not so sure. Looking with 20/20 foresight the prairies are blessed with enough wind power to satisfy our energy needs for a long time. Rolling Thunder, the largest wind power project to date is a good example $800,000,000 of the billion total cost was spent on the transmission lines with only $200 million on the windmills themselves. With the closure of coal fired power plants, the consumers in eastern Canada could really use affordable electricity. With 20/20 foresight our efforts should be focused on inventing and installing cost effective cross country electric transmission. As we look to powering the electric vehicles that we all desire, 20/20 foresight suggest that new infrastructure investment should be aimed at transporting the type of energy that we want.
Most of us are familiar with the egg beater. As technology advanced we went from a hand powered device to an electric powered device. A gear reduction was a part of the hand egg beater because it was difficult to hand beat eggs fast enough. The reverse occurred when electricity was employed. The motor spun too fast but did not have enough torque to beat the eggs. In both cases a gear reduction was the answer.
worm gear reduction
Many electric mixers use a worm gear reduction. It is not very efficient but achieves a high ratio reduction in two gears saving cost. Correct choice for a mixer where efficiency does not factor into the purchasing decision.
planetary gears are high efficiency
Henry Ford recognized the advantage of a planetary gear set early in the evolution of motorized vehicles. His transmission utilized two sets of planetary gears. Using both sets in series produced the amount of torque needed for low gear. This gearing approach has been fanned out into most of our vehicles including high output torque vehicles like bulldozers.
Servo motor used for steering an autonomous vehicle
Planetary gearing is also ideal for coupling low torque high speed servo motors to autonomous vehicle steering systems. The low friction within the planetary gear set makes it possible to manually operate the vehicle simply by turning off the power to the servo motor. Even though a worm gear set has the same reduction the internal friction makes it impossible to rotate the gear set from the output end. This is actually what is happening within the planetary set when the servo motor power is off. In summary, many of the improvements that we desire are obtained by choosing better working guts.
How long do you want to spend refilling your vehicle with energy? Most of us grew up driving gasoline powered vehicles that refill in about 10 minutes. This experience sets our notion of how long this should take. None of us even think about the investment in infrastructure that makes that possible.
Gasoline truck delivering fuel
Closest in the chain is the investment made by the gas station owner in tank capacity to supply their customers with energy for two days. It takes a scare like a “gas shortage” for the average public to even consider this fact. When a “gas shortage” with the long line at the pumps occurs, what is really happening is every one is topping up their gas tanks. The amount of energy required to top up everyone’s tank is greater than the 2 days of supply at the stations.
Pipelines and gasoline delivery infrastructure blankets the country
The gasoline delivery truck is refilled from a local tank farm that is fed by a pipeline, tanker truck, rail tankcar, supertanker etc. transport system that has been put in place over the last century. It is not surprising that none of us can remember a time when it was not there.
Electric feed to many gas stations are the size of your home feed
Electric utilities provide power to virtually all stations. They all use electricity to run the lights and the signs. As you can see in the picture, the size of the wires matches the size that feeds your house.
A USB cord does a great job of supplying energy to your smart phone. You will wait a long time for dinner if you try to use it to power your electric stove. Obviously the point that I am trying to make is that most existing stations are set up to deliver gasoline, not electricity. Even though they happen to have an electric power feed it is way too small for them to convert to supplying electric vehicles.
The US has some infrastructure for delivering electricity. The Grid as it exists today was set up so that the individual electrical producers could help each other at times of high demand. Accordingly it can transport about 5% of the power that we use. This lack of electrical transport capacity is before we try to add the additional requirement of powering our vehicles. Contrast this with the gasoline transport system that can deliver 100% of that type of energy. As we try to migrate to electrical powered vehicles a few pieces of infastructure are missing.
Grid scale electricity storage
Energy stations will need to have 2 days worth of usage stored on site. We as consumers like to travel en masse on holiday weekends. Peak demand spikes are best handled by local inventory. I can picture notable power blackouts the first time a summer power grid overload due to hot weather occurs before the 4 of July holiday weekend. It will be hard to chose between staying cool while packing and filling up the car for the trip to the beach.
The center of the US is sparsely populated
Solving the lack of electrical transmission capacity will take greater creativity. I can picture a time in the near future where visually looking for landmarks like windmills or solar farms will be how you guide yourself toward your next refill. It does not make sense to spend money on transport when the electricity can be renewably generated locally.
Getting back to the first question. This EV will take all day to refill with energy based on the size of the charging wire. That is Ok when you have the time to wait. Changing to a larger size wire only fixes part of the issue. Using a fire hose to fill your swimming pool is not faster if it is still hooked up to your back faucet. We are all considering switching to electric vehicles. None of us are sure when there will be enough infrastructure to support our actual needs.
href=”http://theleaninnovator.net/wp-content/uploads/2019/02/FUGindian.jpg”>
Many a boy scout campfire was spent telling the tales of the long lost indian tribe. And you may wonder how the Fugauwee got their name. It seems that they met everyone with the same greeting “We’re the Fugauwee”
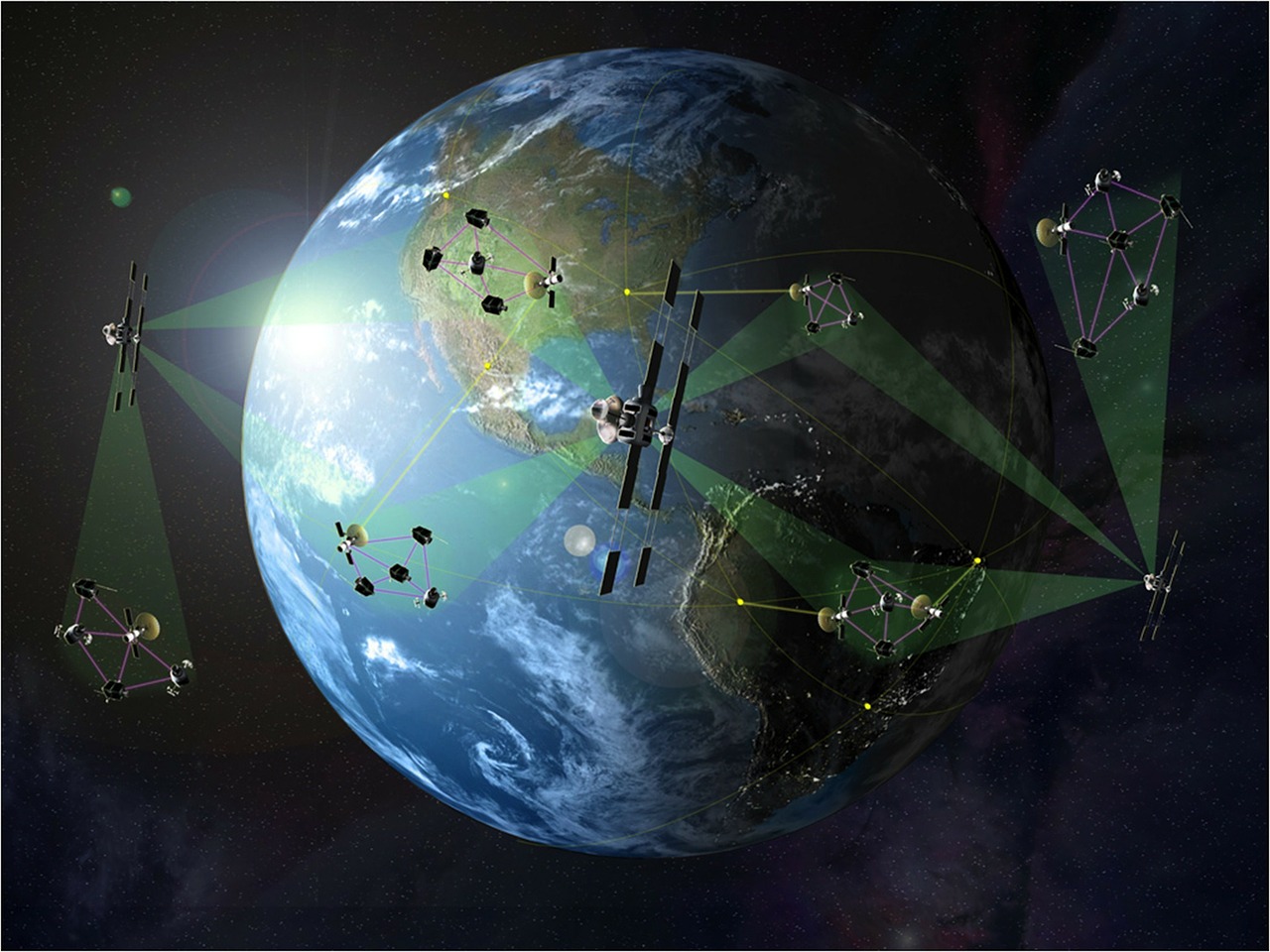
Satellites used for glodal positioning circle the globe.
In this modern era of GPS satellite positioning, it is hard to imagine wandering around not knowing where you are. This is true if you happen to be a drone flying with a clear line of sight to the GPS satellites overhead. It also works for a robot lawnmower that is tracking the programmed path for cutting the grass. Also works in agriculture where farm machinery follows preprogrammed paths through the field.
Enter the modern steel skin building. Perfect reflector of GPS signal. For those who doubt, try playing Pokemon Go inside Walmart or Kroger. This game is based on using the GPS in your cell phone to establish where you are. The GPS signal gets confused as you move away from the store entrance. Turns out that GPS is unreliable inside most steel skin buildings. This is especially true in a warehouse which is filled with steel racking that also scatters GPS signals.
Millions are spent creating move sets
I am not saying that it is impossible to use GPS inside a metal building. If you have the budgets that accompany movie production, a constellation of GPS repeaters can be installed to precision position the move cameras. A GPS repeater implementation also works for guiding other autonomous vehicles in a metal building. Unfortunately the cost of adding enough GPS repeaters to support an autonomous vehicle system in a warehouse is unattractive to the warehouse users.
Amazon uses driverless warehouse vehicles
We are experiencing the new solutions to the challenge of knowing precision location invented by disruptors. Kiva who was bought out by Amazon for $865 million painted a map on the floor of the warehouse. Adept, Bought out by Omron for $265 million uses the historic AGV wire in the floor for precision positioning at the stops with dead reckoning for the route in between. Other players are trying low cost reflectors instead of GPS repeaters and Vision based mapping.
Having spent some time in the hospital recently, I was watching an autonomous medicine delivery vehicle. It reminded me of the long lost Indian tribe. Whenever it got lost and encountered an obstacle in its path, it phoned home and surrendered control to the remote drivers in Pittsburg, “WHERE THE FUG AM I”