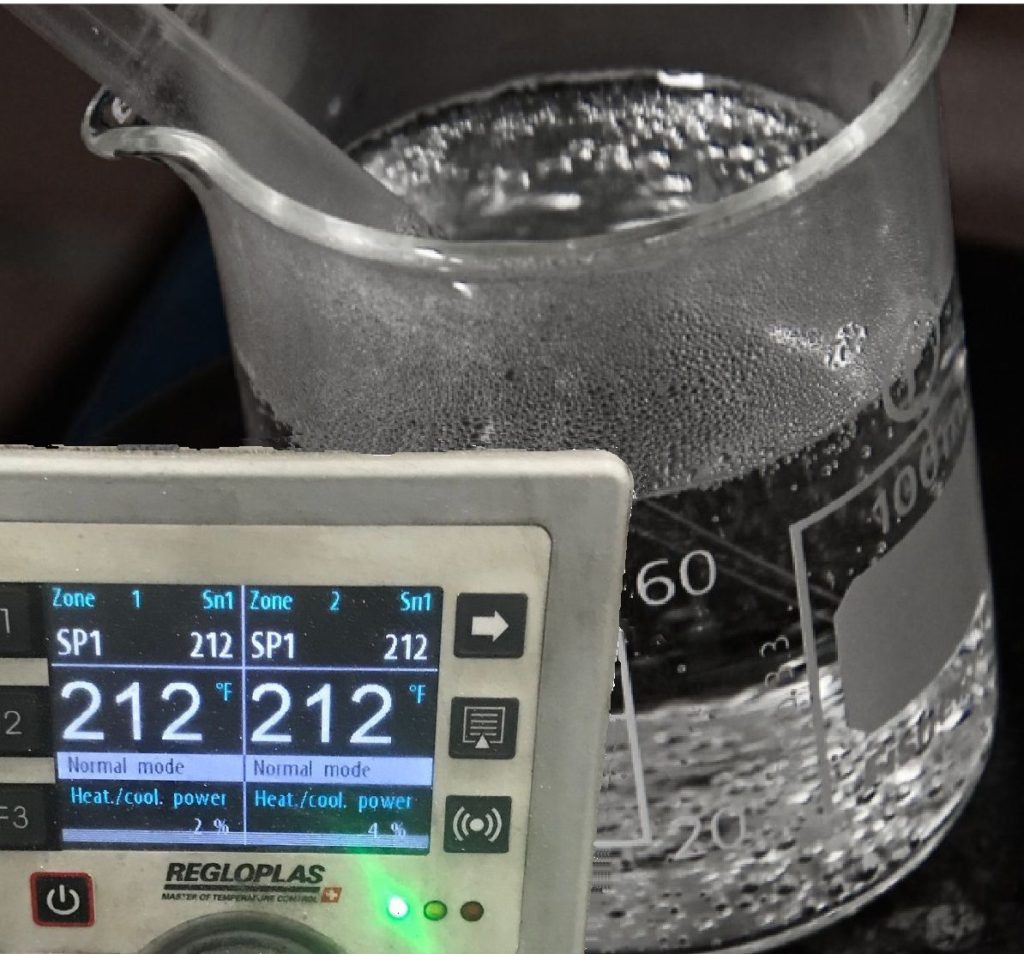
100 degress centigrade is the boiling point of water. Usually die casters wish to keep the water in the die thermal passages below the boiling temperature. This is because the cooling tower water we use contains minerals. The evaporation process that the cooling tower uses concentrates these minerals to the saturation point. If boiling occurs within the die thermal passages the minerals deposit as scale. Scale blocks the thermal heat transfer we require to make good castings. Usually the set temperature of the hot oil units that we use is greater than 100C. During operation the water within the die does not boil because it is flowing. When we shut down for the holidays, setting the hot oil units back to 100C avoids boil out of the water in the die. In many cases the die remains warm enough to avoid start up scrap even whan shut down for a few days. As the picture shows only a small fraction of the power is required to keep the die hot.
If your feet are in the fire, placing a block of ice on your head will not make you feel better. Yes, on average the temperature you are exposed to is correct. The thermal gradient is the problem. Die casting dies are the same. Molten aluminum at 1200F or more one one side. Cooling water at 80F beneath the surface. H13 splits if the water is closer than 3/4 inch to molten aluminum. The thermal gradient is too high for the material. Water cooling was added to the H13 core pin forming the central shaft hole in the pictured front air conditioning compressor casting. The added water passage was closer than 3/4 inch away from molten metal. The core pin split in three shots. Maraging die steel tolerates a higher thermal gradient. This same water cooled core pin out of maraging die steel did not split. This is probably why conformal cooling details 3D printed out of maraging material achieve higher cooling performance.
In the heyday of Detroit, popular cars like a 57 Chevy included a die cast aluminum alloy automatic transmissions. Success leads to wide spead adoption. The aluminum alloy used to make the automatic transmission became the world standard. Die cast aluminum alloy became a commodity listed on the London Metal exchange. The purchasers of 57 Chevy .autos enjoyed the advancement. This is similar to the improvement in human lives that became possible with the creation of metal alloys for making a surgical scalpel. Time marches on. Today, we would not consider using anything but a scalpel made of the best surgical steel alloy. The buying public feel the same way about thier automobiles. The enthusiasic public acceptance of electric automobiles are causing new aluminum die cast alloys to displace the old standards. The brittle corrosion prone old standards are being replaced with ductile aluminum die cast alloys that are strong without heat treat.
Die Casting is a thermal process. The casting die removes heat from the molten aluminum and creates a casting. However the first step is to get molten aluminum to the far side of the die before it solidifies. Usually this is accomplished by rapid injection into the die. For dies creating parts with long fill paths like the 3500 ton structural casting die the picture it is also necessary to have a warm die surface. A thermal barrier to transfering heat to the cover die naturally occurs due to shinkage due to solidifaction. My guess is that the casting is no longer in contact with the cover die surface beyond half way into the dwell time. Accordingly the majority of the heat of fusion is transferred into the ejector die and slides. The net result is many cover dies require oil heating. This is especially true for thin wall structural castings with long fill paths. Since oil heaters only delivery 1/10 of the heat input of the molten metal we also need to engineer die insulation. The 100 degree F outer holder temperature due to induced convective cooling is wonderful on the ejector side where we are trying to get rid of heat. The same cooling on the cover side adds heat input power requirements to the cover side oil heating units. More practical insulation used in the example picture is implemented as a cover platen face plate. This element reduces heat tranfer to the cover platen for every die run the machine. Otherwise the cover platen would be 50 degree hotter assuming that larger oil heating units were used.
dry seal pipe threads in aluminum castings like to leak
“X” is the unknown quantity “Spurt” is the drip under pressure. Die cast engineers understand the feeling. Especially when the customer is complaining that many of the dry seal pipe thread ports are leaking. High volume mudane alumininum castings like air brake valves will be with us for a while even as sexier electric vehicle castings capture our attention. In all cases it comes down to doing the basics well.
Avoiding leaks in dry seal pipe threads is all about forming a thick skin in the cored passages. In most cases it will be necessary to tap the pipe thread into the casting without premachining. There is no advantage in going to the trouble of engineering the die to form a thick skin layer if you machine it all away. Usually it will be necessary to make the core pin out of maraging material. Normal H13 cores almost instantly split when the internal water passage is close enough to achieve the desired skin thickness. I only manifold cooling water inlet lines because it is important to avoid boiling within cores like this. An outlet manifold hides the evidence that the water flow is insufficient. Cores with this much internal cooling are easily overcooled between shots. Certain brands of die casting machines (like Buhlers) can be bought with timed water cooling valves which can stop the water flow each cycle before the core pin making a dry seal pipe port becomes too cold. Even though it is possible to use hot oil within a pin like this, the 50% reduction in heat removal related to switching from water to oil spoils the thick skin creation that is needed.
True to my college days, I would rather write about beer when the topic of draft comes up. In the emerging electric vehicle marketplace, die casters will be charged with the task of creating parts with tall cooling fins. As you might suspect the taller fins are more likely to stick in the mold. This is due to a lack of space to add draft. Certain historic die cast parts like fan clutches also required tall cooling fins.
Only a small subset of die casters have produced fan clutches due to their difficulty. They are supported by premier die shop that have the skill to make the required details. Draw polishing the cavity making the pictured parts costs US$5000. As a part of my task to return a casting shop to profitablity, I found it necessary to teach my selected die shop how to create a mold without using draw polish. They took some convincing, so we agreed to draw polish two diagonal cavites on a 4 cavity die. As I expected the draw polished cavities stuck in the mold on the first shot. I was not surprised. Normal EDM sinking creates ribs with negative draft. It is called underburn. It takes a lot of draw polishing to restore posiitve draft
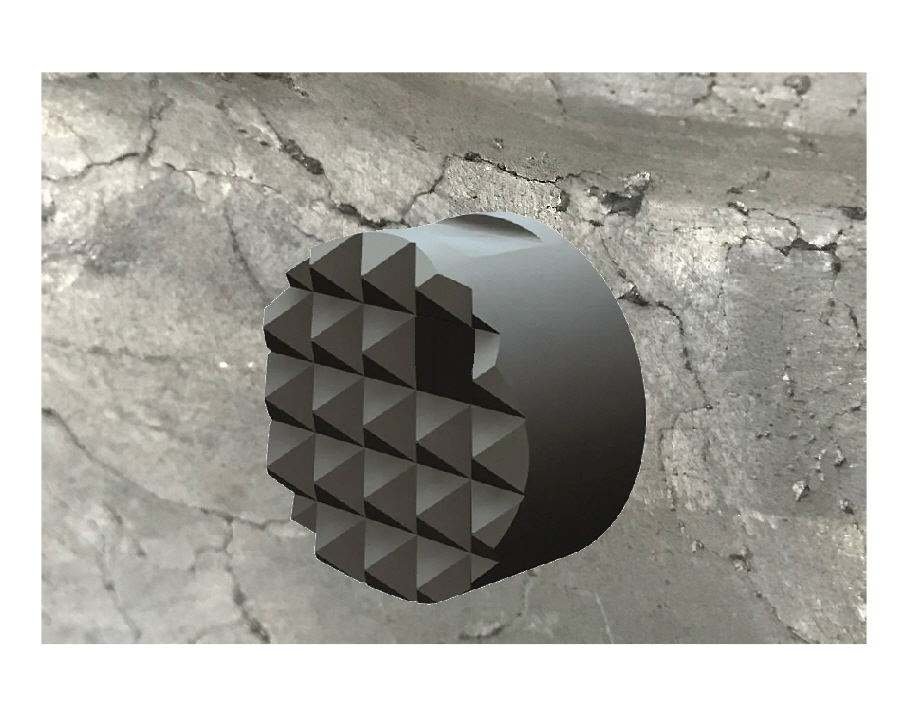
Toothed machining locators help mitigate heat check
I learned die casting from a fanatic. He honed his skill to the point where he was able to achieve unbelievabe die life. In the five years that I worked with him, he never welded a casting die surface (introducing heat check) that contacted molten aluminum. I have to take responsibility for the one time that it happened. The OEM engineering group forced us to implement a panic shape change. Welding the die was the only option to meet timing. Because of his fanaticism we regulary achieved die lives up to 500,000 shots on heat check sensitive parts like transmission stators.
The die casting industry is learning how to economically make the emerging structural castings. These castings are made from alloys that have a hotter casting temperature. Higher casting metal temperatures result in more heat check. Heat check begins in as little as 5000 shots. In most cases it is a good practice to use toothed machining locators The teeth ignore some heat check and improve located consistancy. When the volume dictates multiple machining nests, removing a tooth makes it possible to mark the processed casting to indentify which nest was used.
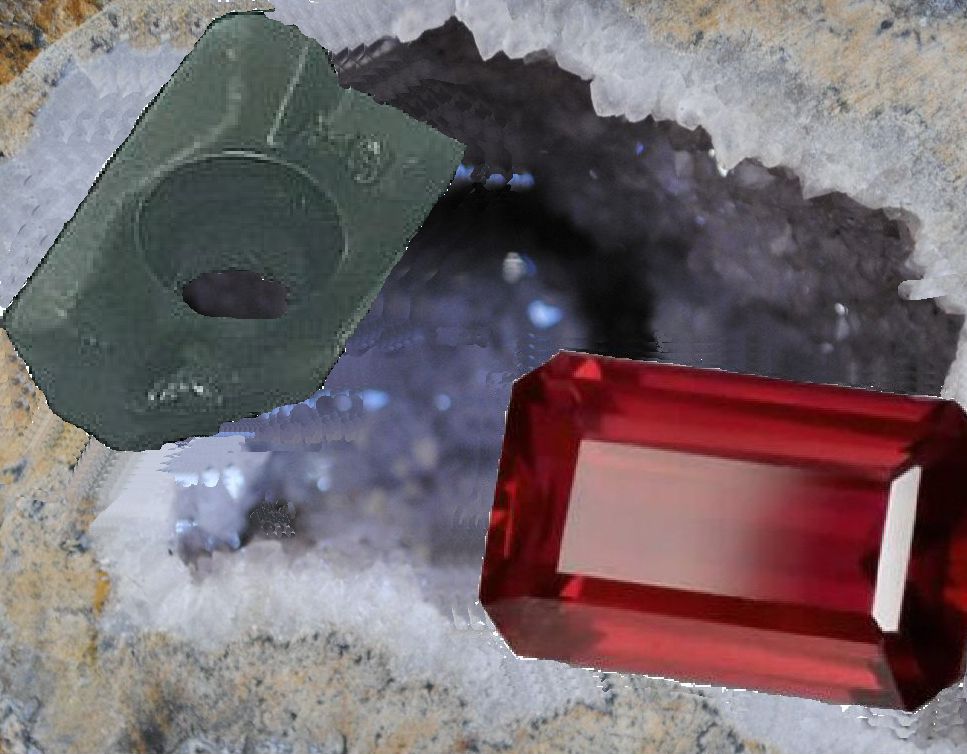
Corundum is nothing more than aluminum oxide. Adding the correct impurities, man has learned to synthetically grow beautiful gems like star saphires. The melt furnaces that are used to create aluminum castings also have the correct conditions to synthetically grow corundum crystals on their walls. Poor cleaning practices dislodge these crystals into the melted aluminum. They remain suspended because the density of aluminum oxide is very close to that of molten aluminum. Many prospectors still search the globe looking for corundum gems like rubies and saphires. People who machine aluminum castings have automated the process of discovering corundum crystals. A discovery event occurs when the machining carbide is chipped. Carbide is only 8.5 on the Mohs scale which is less than the 9 Moh number for Corundum. Most machining processors that I know are very unhappy with discovery events.
Since aluminum die castings are usually made of material that is 95% recycled, they contain corundum crystals within the allowed 5% of non-metallic impurities. Most likely these crystals were a part of the material that was recycled and were not introduced by poor practice by the current casting producer.
The real question is what should be done to reduce the frequency of chipping carbide during machining. The simple answer is to use primary aluminum as the casting material. Usually not attractive because it costs twice as much as secondary (recycled) aluminum. More effective is to design a better match between the casting and the machined part. For example the .030 (.75mm) skin is free of oxide impurities. Accomplishing a machining reduction is always an effective way to reduce carbide chipping but this requires a higher skill. Certain parts like fan clutches, that are mostly machined, including deep grooves made using expensive cutters, are in another category. Purification processes such as Wedron that separate out the imprurities are needed. This increases material cost because someone must pay for buying the material that was removed and scrapped.
None of us ever think about threaded holes until the customer complaints roll in. You have heard them. The threaded holes are stripping. As a defense your operators end up 100% thread guaging. I have been there too. The thread guages wear out and you are back at the beginning.
The good new is that a more effective solution is possible in aluminum die casting. The .030 (.75mm) thick skin of aluminum die castings is 30% stronger than the interior. This can help you if you don’t use step drills and machine it away. Yes we are talking about near net castings. In general the die must be made by a die shop that knows how to adjust chamfer and counter bore true position guided by casting samples without welding or adding flash lines. Surprise surprise – shrink and warp are more accurately compensated for when real castings dimensions are used. Thread forming taps always make a stronger thread. Some die casting die shops even know the correct core shapes to create holes that can be form tapped without predrilling. Amazingly this type of thread is strong enough to break the bolt first. When the bolts break first the customer has to admit that he is over torquing.
Success- The runner system run through the flow model software finally showed that the vents were the last place to fill. —– Not so fast —- Many real castings will deviate from the predicted fill when the die is actually run. Swirl is a common item to correct as the parts we try to make are thinner and flatter. Swirl is a fill pattern where the incoming metal travels across the part and back effectively doubling the fill travel length. Oil pans are known to be susceptable to swirl. Swirl in filling an oil pan casting usually results in partially bonded knit lines that are known to leak.
I still recommend tuning the runner design until a flow model shows a swirtl free fill pattern. In many cases this saves massive gating changes that only can be implemented with major amounts die life spoiling welding. In the example shown the swirl we saw on the first casting was eliminated by simply adjusting the shape of the gate fans. The fill pattern after adjusting now matches the pattern we saw in our flow models. I am hopeful that the accuracy of the models can be improved such that gate shape adjusting is no longer required after real castings are made.