
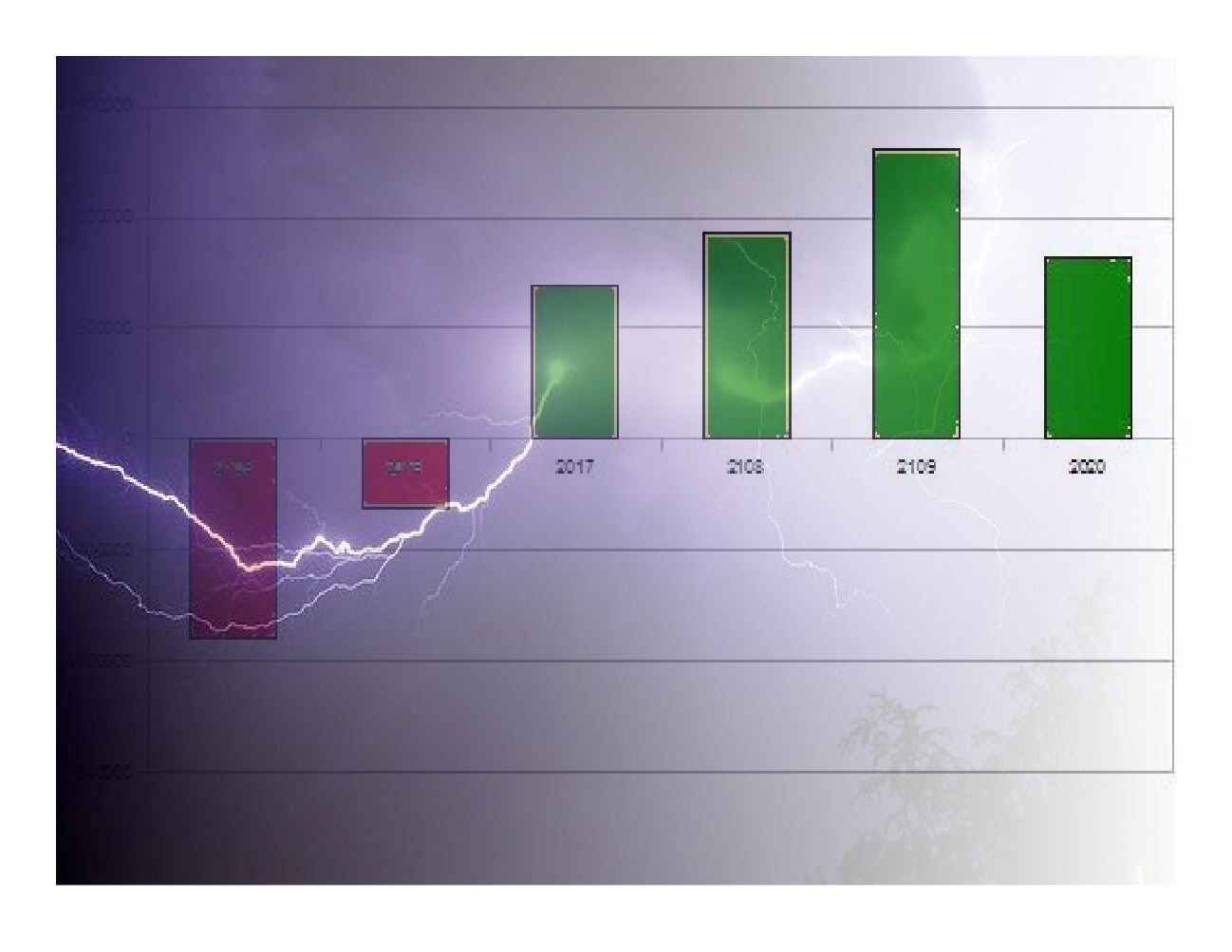
Cashflow for Manufacturing cell with Illya Dobrych Lightning background
Will Rogers once quipped that it is easy to make money on the stock market. His observation also can be applied to investing in manufacturing. You buy equipment and you make a profit when the manufactured product sells. Some asked “What do you do if the product doesn’t sell?” — Future Shock Applies — Will Rogers responded “That is easy too – you don’t buy the equipment” My lead picture displays a typical manufacturing investment cash flow. In automotive especially because “production process” parts for testing are wanted well ahead of volume manufacturing, investment in equipment can be required two years ahead. In the current chaos, it is easy for the demand for a specific part to evaporate before the volume production starts.
Anyone who rolls the dice by investing in manufacturing is well aware of future shock. The real question is what do you do to reduce the risk? Designers on my projects, who succeed in mitigating future shock risk receive a plaque with a shoe horn. A shoe horn is an uncommonly used engineering design tool.
GM integrated Axel I-6 oil pan
As we all recover from the recession against a background of chaos, it will become necessary to mitigate this type of future shock in most new manufacturing launches. I have spent the last year of my life installing a $5,000,000 manufacturing cell at a tool and die shop.

Our first user solved their timing and interest cost issues manufacturing their “production process” test parts at the tool and die shop. This saved them one years interest cost on their own production cell which will not be in place till this fall. The extra lean cost benefits of faster launch timing, early process development and tooling correction shipping are just extra icing on the cake.