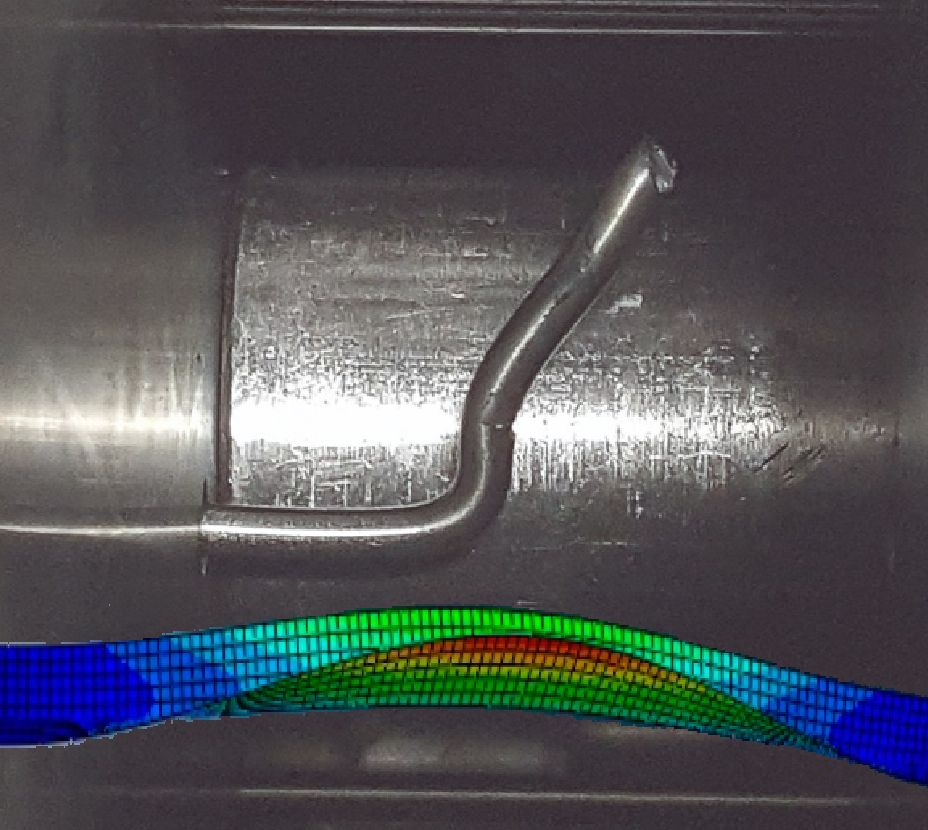
Many real castings require cast holes that are not aligned with the mould direction. If the feature can be created on a pin that is less than 60mm in diameter a subcore is a good design choice. This is especially true if axis of this core needs to be skew; Many die caste struggle with subcores because they are not any easy to operate as regular core pins
ISSUES
- HEAT REMOVAL
Subcores are effectively separated from the insert thermal passages. My subcores have 25mm rear diameters such that they contain a cascade The core cycle is timed to pull out of the casting as soon as possible. I add a second PLC to run the cores when faced with casting machines with OEM program locks
2. LUBRICATION
The subcore quickly seizes to the operating bushing if the running gap is not lubtivcated. Installing a pressurized lube pump to force grease into the gap only results in stained castings. The back side of my running fit is atmospheric vented. My lube reservoir in the die is filled once per day
3. SEIZING
I have not been able to eliminate the wear that causes a subcore to seize. My designs enable quick removal of the subcore cartridge and bushing without die removal. The bushing is 2/3 pre split on the back side to make removal and recovery of the subcore pin easier
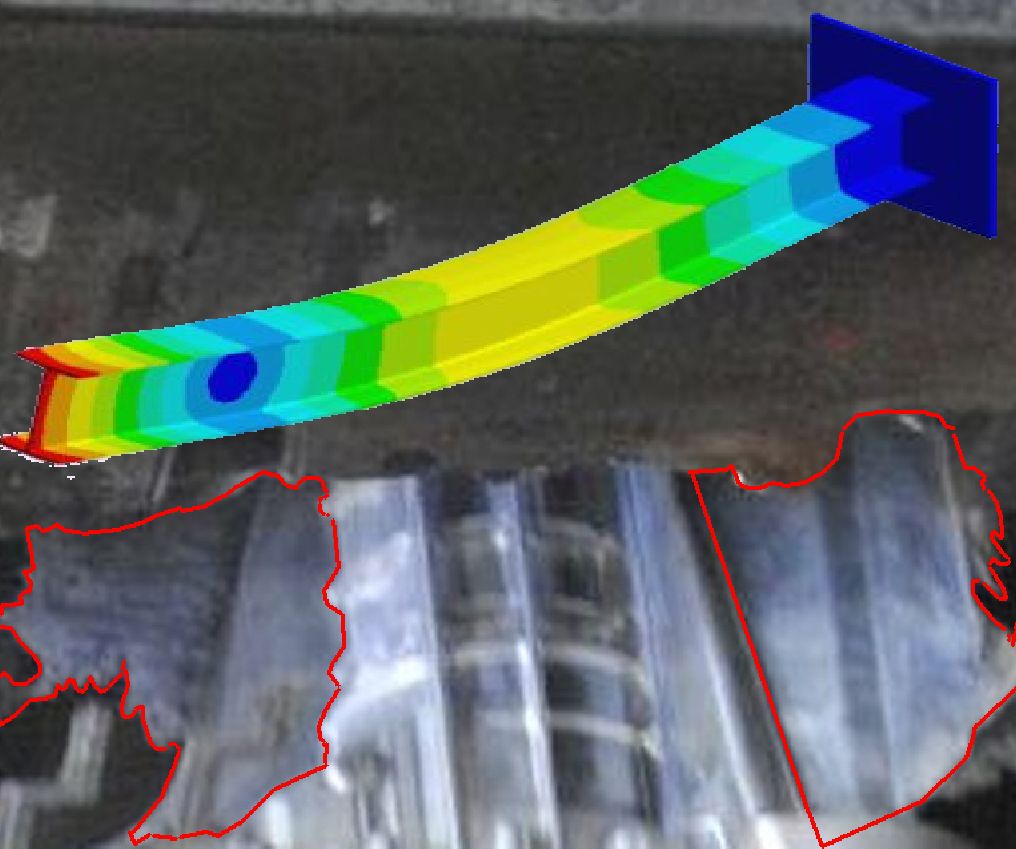
4. BLOW BACK
Some brands of die cast machines do not maintain core hydraulic pressure during the shot. I manifold mount pilot check valves directly on the subcore cylinder to fix this. Even though many machines come with pilot checks on the core valve stack the hoses flex too much for this to be useful.