We have all been there. Customer quality complaints cause us to jack up the fast shot speed and final metal pressure. Metal is forced into the gaps and showers out of the die like snow. As die casting engineers this is a problem we fight with. None of us enjoy cutting our fingers on the sharp flash edges.
Ejector pins are known to have undesired flash rings. In many cases a hand deburring operation is needed to remove this flash. The tendency of ejector pins to exhibit flash is related to a law of physics called running fit. It is necessary to have a gap around an ejector pin for it to move. The size of the required gap increases as the diameter of the ejector pin increases. This is why larger ejector pins are more likely to have flash rings. Most diecasters avoid using pins larger than 1/2 inch because they are sure to flash.
Historically it was necessary to learn and understand the guidance given in the machinery handbook to calculate running fit. These days you can find handy calculation assistance online. In the example pictured about a 160mm shot tip requires a .003 gap minimum. This is a lot larger than the gaps normally used to control ejector pin flash. This also explains why larger shot tip diameters limit the maximum metal pressure that can be applied. It is very easy to spray metal out sleeve when using a conventional designed 7 inch dameter shot tip at the desired 15,000 psi final metal pressure. As our industry attempts to design for 6000 ton 200 lb castings with a 10 inch tip, the engineering challenge will be creating a shot tip design that holds the pressure without flashing.
It is easy to block the vents
Metal races around the heavy rim trapping
gas in the middle
It is hot and dirty out on the casting floor. However that is where die casting happens. Many engineers hired to accomplish flow modeling avoid visitng the casting floor like the plague. Once a high pressure die cast die is complete, a short shot is a more accurate indicator of the actual fill pattern. I perform a short shot by hand ladling a calculated amount of metal out of the autoladle cup as it passes by. The short shot example pictured above is a typical example of a common die casting fill problem. The molten metal blocked the vents before all of the gas within the cavity was released. This short shot confirmed the customer quality complaint. This casting had unaccptable porosity. The trapped gas was compressed into porosity bubbles as the metal was pressurized. This problem was eventually solved by retrofitting new gating. However supporting full volume production, including building a bank, had to be accomplished first. Subsequent short shots were used to tune in a fast shot take off point. These short shots proved that prefilling some of the part at slow speed reduced the amount of trapped gas. Somewhere in the future we will have flow simulation software that accurately models the effect of varying the fast shot takeoff point.
What
sort of parts are well suited for the rheocasting process?
The
rheocasting process can be utilized on all aluminum parts normally
made by the die casting process. Most aluminum foundries discover
that rheocasting can deliver a cheaper manufacturing cost when
compared to conventional die casting on new installations due to
faster cycle time and longer die life.
It is normally profitable to retrofit rheocasting into existing production cells in a number of product categories.
Parts
with high die wear
Fuel
rail
Parts
in alloys other than 380 or 383
Parts with thick walls
Knuckles
Suspension
brackets
Engine
brackets
Parts
with high tensile loads
Control
arms
Wheels
Parts
where cast surfaces can replace machined surfaces
Brake
cylinders
ABS
valve housings
Pressure
tight components
Freon
tight AC housings without impregnation
Rack
and Pinion Housings
Why
is rheocasting normally used on high volume parts?
The
manufacturing of molds which are capable of withstanding the high
metal pressures needed to create high integrity parts is costly. A
break even point verses machining from blocks or extrusions occurs at
a volume of about 10,000 shots per year.
In
selected special cases lower volumes can be economical, especially if
a significant machining tooling cost can be saved by utilizing the
net shape capabilities of rheocasting
Is
the rheocasting process faster than conventional die casting?
All
of the rheocasting process elements occur in a shorter time than
conventional die casting
The
dwell time is shorter due to less heat input
The
spray time is shorter due to less heat input
The
metal can be loaded into the sleeve before the die completely closes
Whether
the machine actually runs a faster cycle is related to whether the
chosen rheocasting metal preprocessing equipment can deliver
processed aluminum at a synchronized faster pace. In the best
rheocasting cells it has been possible to increase yield by 50%
Faster casting cycles are needed to justify the extra rheocasting
metal treatment cost
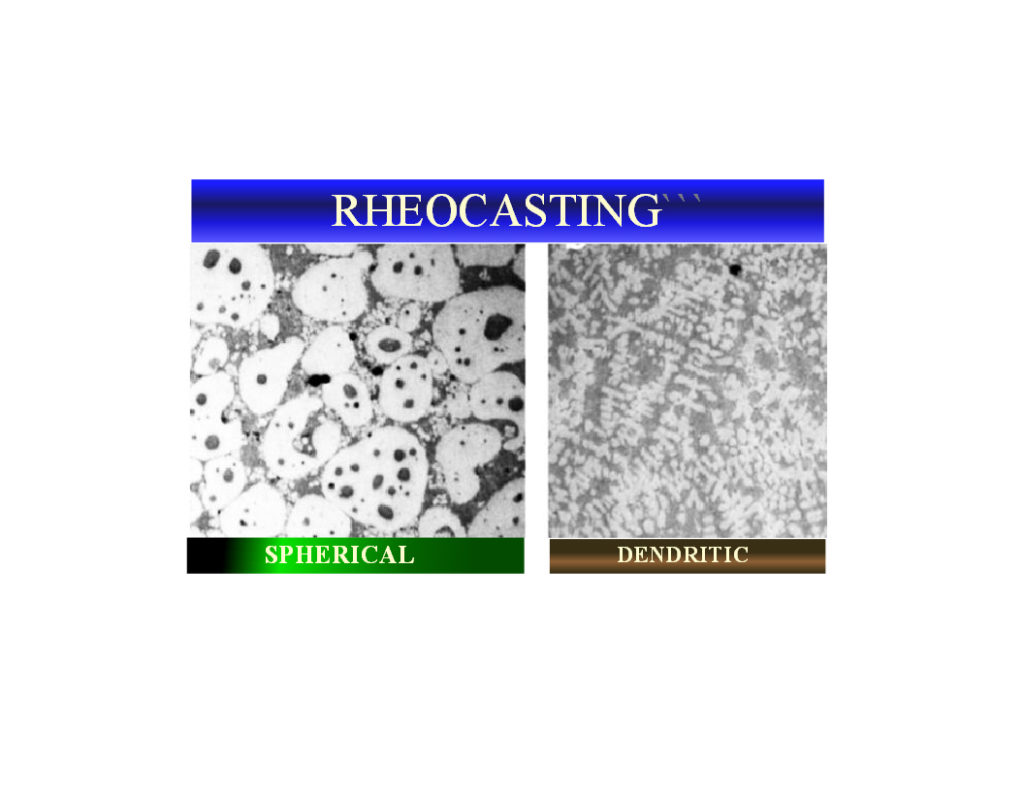
What
is the big deal with spherical grain structure?
Both
the casting producers and the casting users are attracted to aluminum
casting with a spherical grain structure. This structure is normally
only possible by using the rheocasting variation of the die casting
process.
The
normal die casting process creates castings with dendritic structure.
These castings are more brittle. The casting producer fights with
“hot short” cracking. The casting end user find dendritic
structure castings unsuitable for applications like vehicle frame and
suspension parts where tensile strength and elongation are required.
The
original MIT Fleming rheocasting process also achieved a dispersion
of defects. Recycled secondary aluminum alloys are up to 5% non
metallic by weight (mostly aluminum oxides) Due to the laws of
physics these non-metallics get concentrated in specific locations
within a normal die casting causing weak spots. The stirring action
of the magneto hydrodynamic stirring process that Fleming used to
create spherical grain structure also dispersed the defects. This
resulted in a casting with superior tensile and elongation
properties. Both the casting user and producer are attracted to
achieving this result employing secondary (recycled) alloys because
they are half the price of primary alloys. Other rheocasting
processes that have been developed since for preprocssing metal to
create spherical grain may not achieve the same dispersion of defects
as the original MIT method.
Casting producers like the spherical grain structure because it is easier to inject metal into the die. This is most importantly true during the intensification phase of the injection where additional metal is pumped into the cavity to fill the voids caused by metal shrinkage during solidification.
Why would you want squeeze pins in a Rheocasting?
Even in rheocastings where a 60% solid fraction is chosen (such as master brake cylinders) 40% is still liquid. This liquid material will shrink as it solidifiies. If you can employ thick gates and the heavy sections can be fed from the biscuit, squeeze pins are not needed. In real castings heavy sections are usually isolated from the biscuit and runner. In these castings a squeeze pin is an effective way to fill in the shrinkage porosity. In normal die casting a squeeze pin has a 5000 piece life. This assumes that the squeeze pin design is that good. In a master brake rheocasting at 60% solid fraction the squeeze pin life is 100,000 shots. This is a powerful example of the effect of rheocasting on die life
This picture show the porosity reduction achieved by using a squeeze pin two succesive shots with the squeeze cycle turned off on the left casting