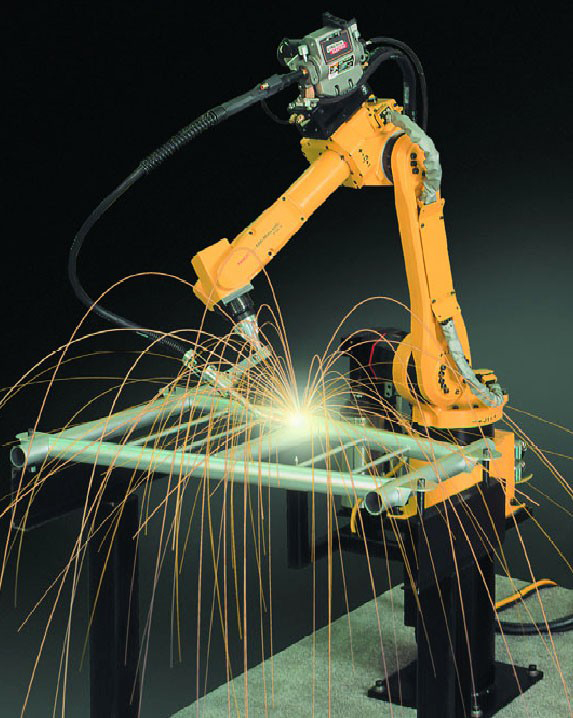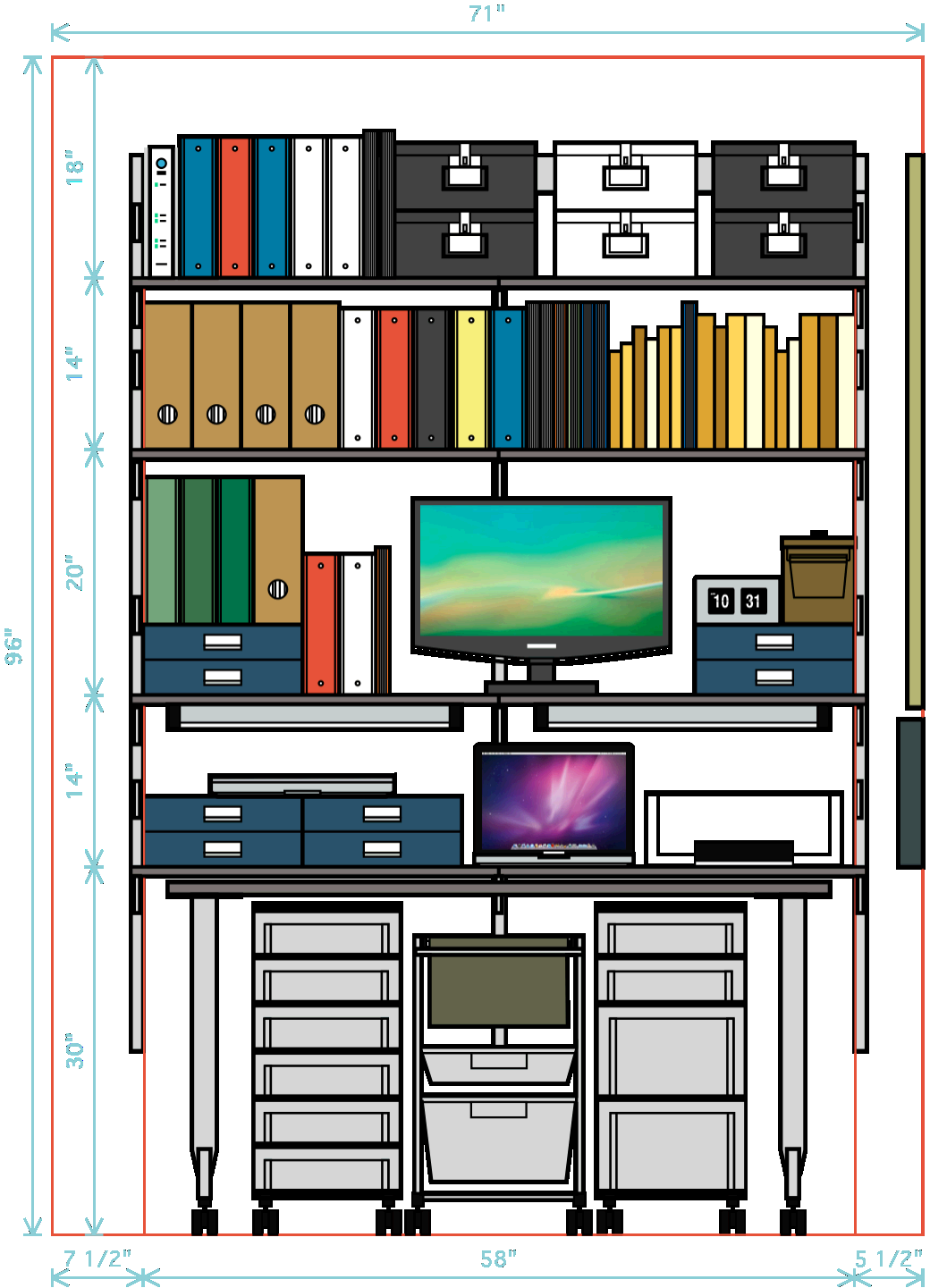
Walfer X Working drawing for elfa
component shelving
I would use the word “Chaos” to describe the current business environment. We are in a period where emerging innovations are changing many of the ways that we do things. As humans we need to operate in defined compartments. There is a big business in selling the things that you need to organize your closet. Stuff that you keep is only useful if you can find it when you need it. Our employment and business lives also only work if they are sufficiently organized into compartments.
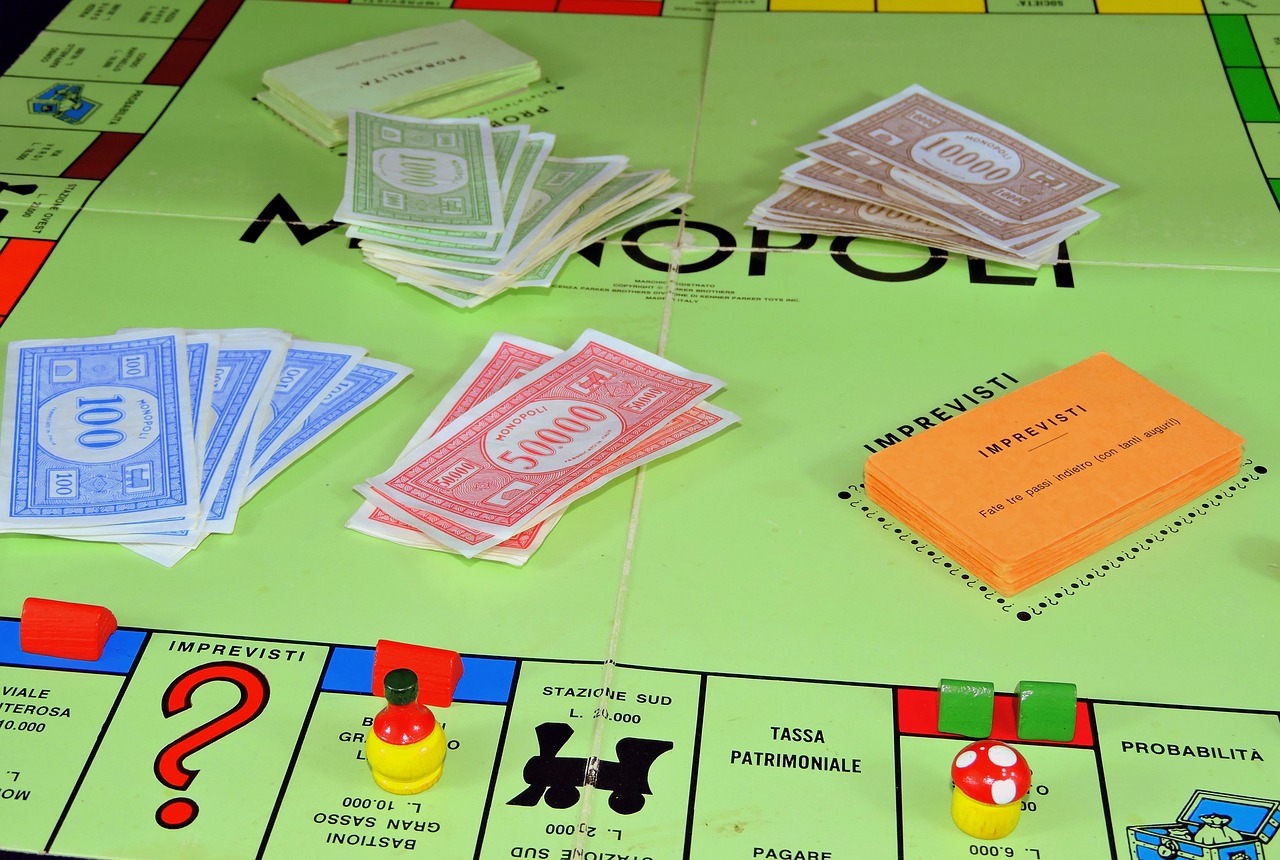
Board games like monopoly can be a lot of fun. Having all of the pieces makes them even more fun. This is why they are sold in a box which serves as a compartment for holding the wide variety of pieces. Many compartments like that exist within my game cupboard so that I can easily gather everything in one go.
Quoting is one of the important tasks in making a profit in business. In a period of stability the customer already has a fairly detailed idea of what he can afford to purchase and what it will cost. This knowledge is based on accumulated experience of the buyer and the people he knows. In a period of rapid innovation it become hard for the customer to determine what belongs in the compartment of goods and services he wishes to buy. “Future Shock” applies when the supplier suggests that the buyer should know the cost of the stack of goods and services he wishes to buy.

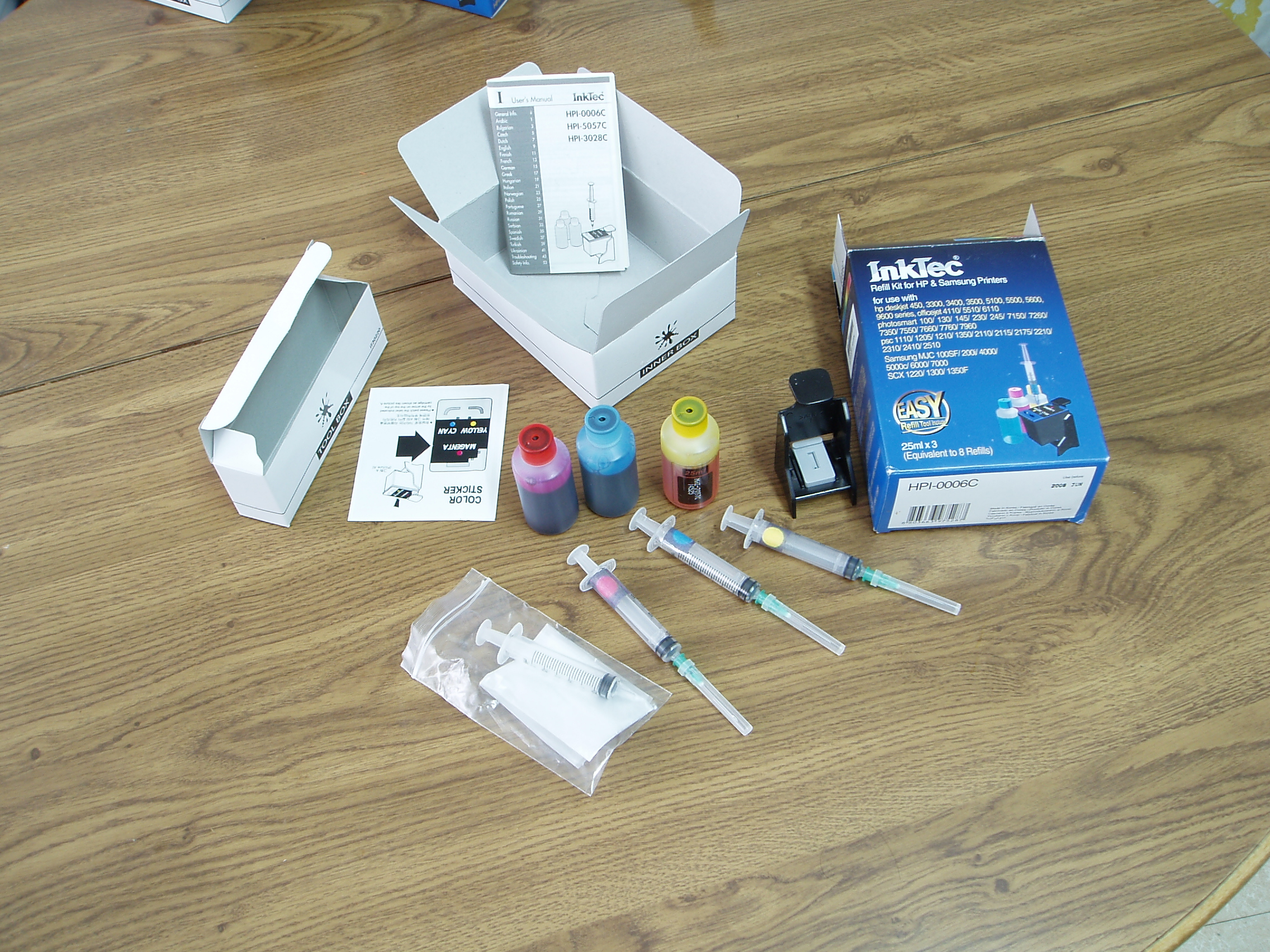
Most kits of components contain a wide variety of items.
As companies embarque on the difficult task of evolving. They find themselves in unfamiliar waters. Most new ventures involve requests for quotes for new products and services. It would be nice to find suppliers who are already familiar with providing those items. In a time of rapid innovation that is less likely. Most customers want a fixed price quote. This is impossible for the estimator to accomplish if the customer cannot determine a fixed amount of items to include within the compartment. Wishful thinking sets in. “I want you to quote whatever it takes to get the job done” I can assure you if the estimator knew how to quote a “turnkey” profit he would no longer be working as an estimator.
We are all creatures of habit. Business owners are dismayed that they can no longer find buyers for the unchanged products and services that formed the backbone of their companies. Employees drop out of the work force because they cannot find anyone who wants to hire someone to do the job that they have always done. These are only symptoms of the marketplace chaos that is out there. This chaos will continue until the emerging startup businesses invent the new compartments that will restore stability.